


Uvod
Proizvodnja kalupa za plastične preklopne čepove za boce postavlja izuzetno visoke zahtjeve u pogledu tehnologije i materijala. Visoko{1}}tvrdoća,-legirani čelici otporni na habanje (kao što su S136, H13, itd.) obično se odabiru za kalupe da izdrže često trenje i visoko{5}}tlačno trošenje ubrizgavanjem u području zgloba. Što se tiče obrade, šupljina u području šarke često zahtijeva sporo rezanje žice i preciznu strojnu obradu, s točnošću kontroliranom unutar ±0,01 mm kako bi se osigurala ujednačenost i fleksibilnost strukture šarke. Kanali za hlađenje u kalupu moraju biti posebno dizajnirani oko šarke kako bi se spriječila plastična degradacija uslijed pregrijavanja. Za površinsku obradu, šupljina šarke često je precizno polirana kako bi se smanjila otpornost na vađenje iz kalupa. Cijeli proizvodni proces integrira preciznu strojnu obradu i znanost o materijalima, izravno određujući životni vijek i osjećaj otvaranja/zatvaranja preklopnog{11}}proizvoda.
Atributi proizvoda
|
Modul oblikovanja |
Kalup za brizganje plastike |
Mjesto podrijetla |
Zhejiang, Kina |
|
Naziv marke |
Younce |
Vrsta kalupa |
preklopni kalup za čep boce |
|
Materijal proizvoda |
Čelik |
Strukturni materijal |
P20, S136, H13 itd |
|
Trkač kalupa |
Sustav toplo/hlađenog klizača |
Dizajn softvera |
UG, CAD/CAM itd |
|
Površinska obrada |
Završna poliranje |
Tretman tvrdoće |
Obrada dušikom, kaljenje u vakuumu |
|
Obrada |
Rezanje žice,-brzo graviranje, CNC, poliranje itd. |
Životni vijek |
Najmanje 1 milijun udaraca |
|
Vrsta vrata kalupa |
Točkasta vrata, latentna vrata itd |
Vrijeme ciklusa |
Na temelju veličine vrata kape, strukture itd |
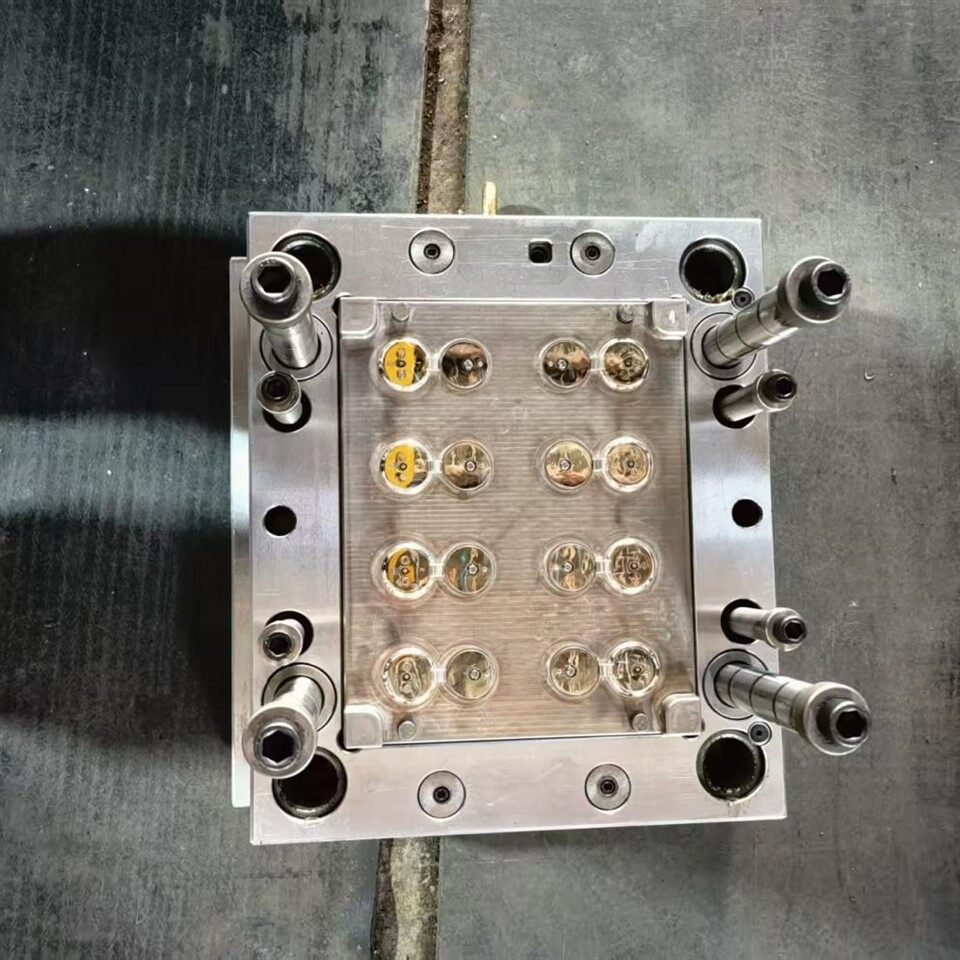
Sustav injekcijskog prešanja

Brizganje kalupa s preklopnom kapom ključan je korak u kontroli kvalitete. Budući da je područje šarke preklopnih čepova tanko (obično samo 0,2-0,4 mm), u injekcijskom prešanju zahtijevaju dobru tečljivost i materijal visoke žilavosti (kao što su PP, PA, itd.). Kako bi se izbjeglo nepotpuno punjenje ili koncentracija naprezanja proizvoda, bitno je precizno kontrolirati temperaturu plastificiranja, brzinu ubrizgavanja i pritisak držanja. Tipični nedostaci u proizvodima s preklopnim vrhom uključuju linije zavara u području šarki, tragove skupljanja na poklopcu i nenormalne zvukove pri otvaranju i zatvaranju. Linije zavara često su uzrokovane nedovoljnom temperaturom taline ili pretjerano velikim kutom konvergencije, koji se može poboljšati povećanjem temperature kalupa ili podešavanjem položaja vrata. Tragovi skupljanja potječu od nedovoljnog pritiska držanja ili neravnomjernog hlađenja, što zahtijeva upotrebu konformnih kanala za hlađenje i produljeno vrijeme držanja.
Prednosti
Kalup za preklopne poklopce obično ima složene zakrivljene površine, zamršene mehanizme za uskočenje i mehanizme šarki, postavljajući izuzetno visoke zahtjeve za preciznošću obrade. Glavna prednost CNC tehnologije obrade leži u njezinim vrhunskim mogućnostima digitalnog upravljanja. Kroz unaprijed-programirane programe precizne strojne obrade, CNC alatni strojevi mogu glodati i gravirati kalupni čelik s mikronskom-razinom ponovljivosti. Bilo da se radi o dobro prilagođenim spojnim površinama koje su potrebne na preklopnim-gornjim spojevima ili suptilnim teksturama i skošenjima, CNC obrada s četiri-osi može postići visok-sjaj završne obrade složenih tro-dimenzionalnih površina u radu, osiguravajući točnost dimenzija i geometrijske tolerancije za šupljinu kalupa i jezgru. Ova sposobnost je nedostižna s tradicionalnom ručnom strojnom obradom ili običnim alatnim strojevima, izravno osiguravajući glatko otvaranje i zatvaranje, čvrsto pristajanje i izvrstan izgled konačnog preklopnog-proizvoda.

Usluge dizajniranja po narudžbi



Centar za obradu



Primjena
Mi smo profesionalni proizvođač i dobavljač kalupa za preklopne kape, kao što su dezinfekcijski kalupi za preklopne kape, kalupi za preklopne kape za šampon, kalupi za preklopne kape za zdravstvene proizvode, kalupi za preklopne kape za jestivo ulje itd.




Pakiranje




FAQ
P: Kako kalup za preklopne čepove osigurava glatko otvaranje i zatvaranje čepova boca, dosljedan osjećaj i dug radni vijek?
O: Koristimo visoko{0}}precizne četvero{1}}CNC obradne centre, dopunjene žičanom EDM i zrcalnom EDM, kako bismo osigurali da su dimenzijske tolerancije za ključne komponente kao što su šarke i zasuni unutar ±0,01 mm. Dizajn šarki koristi naprednu simulaciju kretanja za optimizaciju raspodjele naprezanja. Ključne komponente, kao što je jezgra/šupljina, koriste prethodno-kaljene, -otporne na koroziju, zrcalne završne čelične kalupe kao što su S136, H13, itd., i podvrgnute su vakuumskom kaljenju kako bi se osigurala stabilna izvedba i dosljedan osjećaj čak i nakon milijuna ciklusa.
P: Koji su standardi prihvatljivosti za kalupe? Koji su ključni pokazatelji?
O: Naši standardi prihvaćanja daleko premašuju industrijske norme, uključujući: ① Dimenzionalnu točnost (kritična dimenzija CPK veća ili jednaka 1,33); ② Izgled proizvoda (bez bljeska, skupljanja, tragova tečenja ili drugih nedostataka); ③ Funkcionalnost (okretni moment otvaranja i zatvaranja i performanse brtvljenja zadovoljavaju standarde); ④ Proizvodni kapacitet (ispunjavanje ili prekoračenje ugovorom dogovorenog proizvodnog ciklusa); ⑤ Stabilnost (kontinuirana proizvodnja bez kvarova). Dobrodošli ste posjetiti našu tvornicu ili sudjelovati u procesu prihvaćanja putem video prijenosa uživo.
P: Jesu li troškovi održavanja kalupa visoki?
O: Budući da kalup usvaja visoko{0}}standardne dijelove i čelik-otporan na trošenje, svakodnevno održavanje je vrlo jednostavno, uglavnom uključuje redovito čišćenje, podmazivanje i sprječavanje hrđe. Pružit ćemo potpune smjernice i obuku za vaše tehničko osoblje. Uz pravilno održavanje, ciklus popravka kalupa je dug, što rezultira niskim-troškovima dugotrajnog održavanja.





